
Forschungsprojekt
Low Cost Hydrogen Refuelling Station (LCHRS)
In der Schweiz sind aktuell (Stand: April 2026) 19 grössere Wasserstoff-Tankstellen in Betrieb. Diese stammen alle von wenigen ausländischen Herstellern (v.a. des Unternehmens Maximator) zu relativ hohen Anschaffungskosten (1.5 – 1.8 Mio. CHF Investitionskosten für die technischen Geräte der Tankstelle).
Tankstellen dieser Grössenordnung sind für die öffentliche Nutzung ausgelegt und können zumeist Lastwagen und Busse mit 350-bar-Tanksystemen (H35) und PKWs mit 700-bar-Tanksystemen (H70) betanken, wobei H70 noch eine zusätzliche Verdichter-Einheit voraussetzt. Zudem sind diese mit umfangreichen Mehrplatz-Wechselsystemen für Trailer sowie grosszügig angelegten Zwischenspeichern und öffentlichkeitstauglichen Abrechnungs- und Bezahlsystemen ausgestattet.
Kleinere Wasserstoff-Tankstellen, welche beispielsweise für Gabelstapler-, kleine PKW und LKW-Flotten in Logistikunternehmen oder kommunalen Betrieben interessant sein könnten, wurden zwar inzwischen von verschiedenen Unternehmen in unterschiedlichen Formen angekündigt. Doch Schweizer Fabrikate für PKW-Flotten und ganz besonders für kleine LKW-Flotten existieren noch nicht oder erst in experimenteller Form am Markt.
Vor diesem Hintergrund wurde das Projekt Low Cost Hydrogen Refuelling Station (LCHRS) aufgegleist. Das durch die Schweizerische Agentur für Innovationsförderung (Innosuisse) unterstützte Projekt setzte sich zum Ziel, den Prototyp einer Schweizer Wasserstofftankstelle zu entwickeln, welche mit vergleichsweise tiefen Investitionskosten (CAPEX) den Einstieg in die Welt des Wasserstoffs massiv erleichtern soll. Hierfür sind die drei Schweizer Unternehmen Burckhardt Compression AG, Swagelok Switzerland – Arbor Fluidtec AG und Endress+Hauser AG als Umsetzungspartnerinnen am Projekt beteiligt.
Mögliches Serienprodukt als langfristiges Projektziel
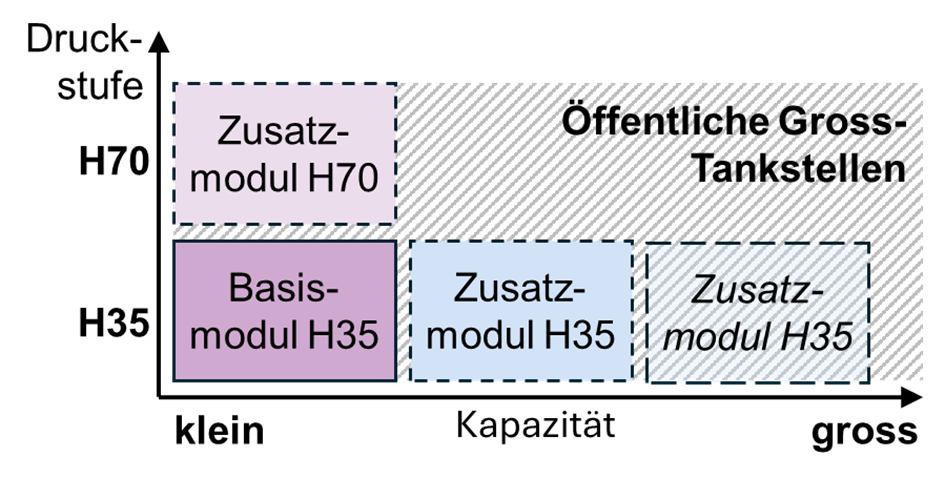
Das Hauptziel, einen tiefen CAPEX beim Serienprodukt zu erreichen, soll über Modularität ermöglicht werden. Die Kombination folgender Module lässt eine optimale Anpassbarkeit an Kundenbedürfnisse zu:
Basismodul H35: Dieses eigenständige Modul stellt die Basisfunktion - das Betanken von Fahrzeugen mit H35-Tanksystem (zumeist LKWs und Busse) - bereit. Es dient Kunden als “Start der Reise in die H2-Mobilität” und ermöglicht den Schritt, mit vergleichsweise wenig CAPEX eine eigene H2-Kleintankstelle auf dem eigenen Flottengelände zu haben.
Zusatzmodul H35: Mit diesem Modul wird die Betankungskapazität des Basismoduls zur Betankung von H35-Fahrzeugen entsprechend den wachsenden Kundenbedürfnissen erhöht, um auch grösser werdende H2-Flotten zuverlässig versorgen zu können. Es handelt sich um kein eigenständiges Modul, sondern setzt das Vorhandensein des Basismoduls voraus.
Zusatzmodul H70: Dieses Zusatzmodul ergänzt die H35-Druckstufe des Basismoduls um die höhere H70-Druckstufe. Diese ist notwendig, wenn Fahrzeuge mit H70-Tanksystemen (zumeist PKWs, Langstrecken-LKWs mit H70HF sind aber in Entwicklung) vollständig betankt werden sollen.
Projektpartner
Das gesamte Projekt-Konsortium ist in einer Innosuisse-Projektstruktur aufgestellt und besteht aus folgenden Akteurinnen:
- Forschungspartnerin: IET Institut für Energietechnik (kurz IET) an der OST - Ostschweizer Fachhochschule (kurz OST)
- Hauptumsetzungspartnerin: Burckhardt Compression AG (kurz BC)
- Umsetzungspartnerin: Swagelok Switzerland - Arbor Fluidtec AG (kurz SWA)
- Umsetzungspartnerin: Endress+Hauser (Flowtec) AG (kurz E+H)
Die auf (Gross-)Kompressoren für diverse Gase spezialisierte Schweizer Firma Burckhardt Compression AG ist die Hauptumsetzungspartnerin, da die von ihr gelieferten Membran-Kompressoren für H35 und H70 die wichtigsten und grössten Schlüsselkomponenten des Prototyps darstellen. BC begleitet die Entwicklung des Tankstellen-Prototyps am IET sehr eng. Die Schweizer Umsetzungspartnerin Arbor Fluidtec AG ist als Schweizer Generalvertretung des amerikanischen Anlagenbaukomponenten-Herstellers Swagelok Company mit ihrer Expertise im Bereich von Rohren, Rohrverbindern und Ventilen entscheidend für eine kosteneffiziente Umsetzung. Die Schweizer Messtechnik-Spezialistin Endress+Hauser AG ist mit ihren drei Sparten Flowtec, Pressure und Temperature im Projekt involviert und absolut relevant für hochwertige Metrologie im Prototyp.
Die Idee hinter dieser Firmen-Konstellation ist, dass Burckhardt Compression, Arbor Fluidtec und Endress+Hauser bei einem möglichen Serienprodukt die Rolle von Zulieferern für die Kommerzialisierungsfirma einnehmen könnten.
Prototyp als Innosuisse-Projektziel
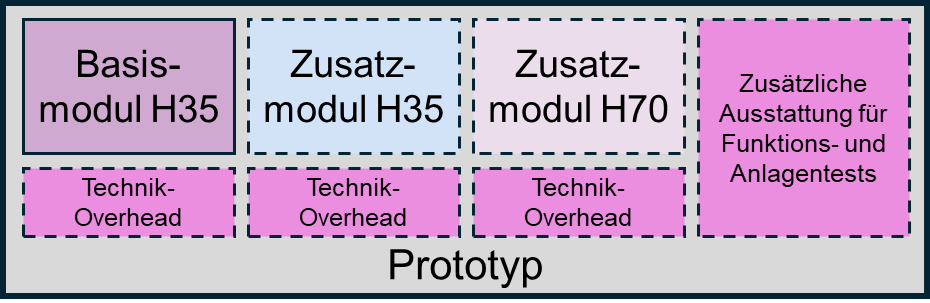
Wie bei allen durch Innosuisse mitfinanzierten Projekten wird auch hier vorausgesetzt, dass das Projekt maximal mit einem Prototyp abgeschlossen werden darf. Eine weitere Annäherung an ein Serienprodukt ist nicht gestattet, da es alleinige Sache der Umsetzungspartner oder einer weiteren Kommerzialisierungspartnerin sein soll, das Projekt bis zur Serienreife weiterzuentwickeln resp. diese Weiterentwicklung zu finanzieren.
Der Prototyp, welcher am IET entsteht, beherbergt deshalb zu Entwicklungszwecken alle notwendigen Komponenten aller zukünftigen Serienmodule und vereint diese in einem einzigen 20-Fuss-Container auf der Forschungsplattform FOEEN-X des IET in Rapperswil SG. Zur Erprobung des Anlagenbetriebs und neuer H2-Komponenten wurde im Prototyp ein Technik-Overhead (zus. Rohrleitungsstrecken und -stränge, zus. Metrologie, etc.) verbaut, welcher beim Serienprodukt dann aufgrund der Optimierung hinsichtlich Kostenreduktion wegfallen wird.
Betankungssimulation LCHRSim
Zu Beginn des Projekts wurde am IET eigens ein Tool zur Simulation der gesamten Wasserstoff-Tankstelle entwickelt (LCHRSim). Damit war es in der Frühphase des Projekts möglich, Dimensionierungen einzelner Komponenten zu simulieren und so die Evaluation voranzutreiben. Mithilfe dieser Simulationsergebnisse war es möglich, der Innosuisse die theoretischen Leistungsziele eines zukünftigen Serienprodukts bestätigen zu können.
Eckdaten des LCHRS-Prototyps
Der LCHRS-Prototyp besteht im Wesentlichen aus folgenden Bestandteilen:
Gehäuse
Grundrahmen
Containerhülle
Dachrahmen
H2-Versorgung (extern)
Trailer
Kompressoren
H35-Kompressor BC MD5-FB
H70-Kompressor BC MD2.5-V
Rohrleitungsbau
Bereich 1 (H35): <= 410 barg
Bereich 2 (H35): <= 450 barg
Bereich 3 (H70): <=900 barg
Vorkühlung (ohne Kühlaggregat)
VK bei H35
VK bei H70
Betankung
Gehäuse
Grundrahmen
Die Basis bildet ein solider Grundrahmen. Er dient der Aufnahme der beiden Kompressoren BC MD5-FB (H35) und BC MD2.5-V (H70) und der Aussenhülle (siehe nächster Punkt). Konstruiert wurde der Grundrahmen durch das IET mit Siemens NX. Die Auftragsvergabe erfolgte an die Firma TREMCO.
Aussenhülle
Die Aussenhülle hat die Masse eines 20-Fuss-Containers ohne Boden mit Übermass in der Breite. Sie umschliesst den Grundrahmen mit den Kompressoren und dem Anlagenbau. Konstruiert wurde die Containerhülle im Wesentlichen durch TREMCO auf Basis von Grobplänen und Anforderungslisten des IET. Grosse Herausforderung war die Bewerkstelligung einer ausreichend stabilen Statik der Hülle aufgrund der hohen Dachlast, welche auf max. 10 t veranschlagt wurde. Tragende Profile mussten verstärkt ausgeführt werden.
Die Wahl des Konzepts Grundrahmen + Containeraussenhülle hatte in erster Linie folgende Gründe:
Durch die Aufteilung konnte eine Flexibilität in der Auftragsvergabe und der entstehenden Lieferzeiten gewonnen werden.
Aufgrund der hohen Gewichte der beiden Kompressoren und gewisser Baugruppen muss der Bodenbereich des Gehäuses entsprechend stabil und robust ausgeführt sein. Mit einer Separierung dieses Bodenbereichs (Grundrahmen) vom “Rest” ist dies einfacher zu bewerkstelligen.
Die Teilmobilität des Prototyps muss für externe Feldtests gewährleistet sein, was mit einem solchen Design einfacher umsetzbar ist.
Während der Installation konnte mit Rücksicht auf die Verfügbarkeiten der Komponenten mit der Montage des Grundrahmens begonnen werden.
Direkt danach wurde der grosse H35-Kompressor MD5-FB über Schwingungsdämpfer auf dem Grundrahmen montiert.
Danach folgte die Montage der Containerhülle, welche über den H35-Kompressor auf den Grundrahmen gestellt und damit verschraubt wurde.
Ein halbes Jahr später wurde der kleinere H70-Kompressor MD2.5-V im Containergehäuse auf dem Grundrahmen auf Schwingungsdämpfern montiert.
Dachrahmen
Die Basis der Dachkonstruktion bildet ein Dachrahmen. Da zu Beginn der Entwicklung von einer Dachlast von bis zu 10 t (v.a. aufgrund eines schweren Kühlaggregats, welche nun ebenerdig neben der Anlage stehen wird) ausgegangen wurde, wurde dieser in stabiler Ausführung zur Verteilung der 10-t-Dachlast auf dem Container entsprechend ausgelegt. Was sich auf dem Dach befindet, wird in der nachfolgenden Gesamtübersicht beschrieben.
Gesamtübersicht (Nummerierung bezieht sich auf Abbildung in der Slideshow)
Grundrahmen, verbunden über 10 Sockelplatten auf Betonfundament
(2.) H35-Kompressor BC MD5-FB; ca. 10 t; 37 kW elektrisch;
(3.) H70-Kompressor BC MD2.5-V; ca. 5 t; 18.5 kW elektrisch;
(4.) Container-Aussenhülle, verschraubt mit Grundrahmen
(5.) 3x H35- and 3x H70-Speichermodule (Ventil-Rohrleitungsbleche), (einsehbar über Glastüren)
Auf dem Dach stehen folgende Anlagenbestandteile (wiegen aktuell ca. 4 t):
(6.) 2x 2x Typ4 Speicherflasche (Fa. Hexagon) für 2x H35-Speichermodule; max. 35 kg H2 (2x 2x 180 kg Leergewicht)
(7.) 1x 6x Typ1 Speicherflasche (Fa. Vitkovice) für 1x H35-Speichermodul; max. 12 kg H2 (6x 235 kg Leergewicht)
(8.) 3x 1x Typ1 Speicherflache (Fa. Vitkovice) für 3x H70-Speichermodul; max. 5 kg H2 (3x 215 kg Leergewicht)
(9.) Laststromschrank mit Elektroverteilung, Leistungsmessung, Frequenzumrichter für 37-kW-Motor des BC MD5-FB und Sanftstarter für 18-kW-Motor des BC MD2.5-V, ca. 300 kg)
(10.) Kältemaschine ICS Cool EVO 121 für Kompressoren-Kühlung (UTL Teil 1); ca. 700 kg; 38 kW thermisch
Delivery-Bereich mit Betankungsarmaturen (nicht sichtbar in der Abbildung)
H35-Betankungsarmatur ohne Kommunikation: ca. 6 – 8 LKWs (30 kg H2 pro LKW) pro 12 h; max. 20 g/s H2
H70-Betankungsarmatur mit IR-Kommunikation: bis zu 6 PKWs (5 kg H2 pro PKW) pro 12 h; max. 20 g/s H2
H2-Versorgung der LCHRS
Trailer (extern)
Die Versorgung des Prototyps und des geplanten Serienprodukts mit Wasserstoff wird über Trailersysteme erfolgen. Dies entspricht auch realistischen Gegebenheiten in der Praxis, denn die allermeisten H2-Tankstellen werden in der Schweiz über Trailersysteme versorgt, v.a. durch Hydrospider.
Die Versorgung mit Wasserstoff mittels Trailer ist dann notwendig, wenn vor Ort keine H2-Produktionsanlage steht und kein Anschluss an ein H2-Gasnetz existiert. Diese Trailer werden mit LKWs vom H2-Produktionsstandort an den Verwendungsstandort transportiert, vom LKW abgekoppelt und verbleiben an der Tankstelle üblicherweise in einem Wechselrahmensystem, bis sie leer sind. Was die H2-Verteilung betrifft, kann die aktuelle Situation deshalb prinzipiell mit der heutigen Treibstoff-Logistik (Benzin, Diesel) verglichen werden.
Aktuelle Trailersysteme weisen bei vollständiger Ladung von 100% einen Nenndruck von 350 bar auf und fassen ca. 350 kg H2. Da eine Entleerung bis auf ca. 50 bar Restdruck realistisch ist, bleiben ca. 300 kg H2 zur Nutzung übrig, womit sich etwa 10 LKWs betanken lassen. Wenn der Nenndruck trailerseitig entsprechend hoch und der des Fahrzeugspeichers deutlich tiefer ist, kann H2 direkt vom Trailer ins Fahrzeug strömen. Dies wird “Überströmen” genannt und ist die effektivste Form der Betankung, da auf einen Verdichtungsvorgang verzichtet werden kann, was aufgrund des involvierten Kompressors immer ein «Bottleneck» darstellt. Kommende Trailer-Generationen werden einen Nenndruck von max. 450 bar aufweisen (ergibt ca. 450 kg H2 in der neuen Trailergeneration), was die Nutzungsdauer des Überströmens verlängert und die Anzahl betankbarer Fahrzeuge pro Trailer erhöht und so H2-Tankstellen entsprechend leistungsfähiger macht.
Anschluss an der LCHRS
Der Prototyp ist sowohl auf die aktuelle 350-bar- als auch die zukünftige 450-bar-Generation an Trailern ausgelegt. Der Anschluss erfolgt via Hochdruckschlauch am Absperrkugelventil am Gashaupteingang der LCHRS.
Kompressoren
H35-Kompressor BC MD5-FB
Der H35-Kompressor MD5-FB stammt vom Umsetzungspartner Burckhardt Compression, hat eine Anschlussleistung von 37 kW und verfügt über zwei Stufen mit je einem Zylinder. Dabei verdichtet er Wasserstoff von 20 - 100 barg eingangsseitig bis auf 450 barg ausgangsseitig (Verdichtungsverhältnis: 4.5 - 22.5). Sein Gewicht beträgt ca. 10 t.
Verglichen mit dem inzwischen bei BC standardisiert erhältlichen Skid des MD5-FB handelt es sich in diesem Projekt um eine Variante, welche für unsere Bedürfnisse stark angepasst wurde (insbesondere die kompakte Bauweise aufgrund der begrenzten Platzverhältnisse). Dieser Anpassungsprozess fand in einer Zusammenarbeit zwischen IET und BC im Projektjahr 2021/2022 statt (Auslieferung war im November 2022) und hatte primär das Ziel der deutlichen Reduktion des Footprints, damit dieser nur max. 40% der Grundfläche des Grundrahmens einnimmt. Dies wurde ermöglicht durch:
Huckepack-Montage des Elektromotors über dem Kompressorgehäuse.
Stärkere Verdichtung des Anlagenbaus (Eine Reduktion der Servicefreundlichkeit war dabei unumgänglich).
Bessere Ausnutzung der zur Verfügung stehenden Innenraumhöhe der Containerhülle.
Zusätzlich wurde eine Kompressor-eigene Steuerung, welche sich normalerweise mit auf dem Skid befindet und entsprechend zum Lieferumfang gehört, in der Planungsphase aus dem «Scope» entfernt, da der Kompressor über die Anlagensteuerung mitgesteuert wird und keine Untersteuerung dazwischengeschaltet werden sollte.
H70-Kompressor BC MD2.5-V
Der H70-Kompressor MD2.5-V hat eine Anschlussleistung von 18.5 kW und verfügt über eine Stufe mit zwei parallel angeordneten Zylindern. Dabei verdichtet dieser H2 von 350 - 450 barg eingangsseitig bis auf 900 bar ausgangsseitig (Verdichtungsverhältnis: 2 - 2.5). Sein Gewicht beträgt ca. 5 t.
Im Unterschied zum MD5-FB, welcher mit Ausnahme der Steuerung als fertige Maschine von BC (resp. SYCC) ans IET geliefert wurde, ist der kleinere Kompressor MD2.5-V von Beginn der Planungsphase weg als «Bare-shaft»-Variante geplant worden. Dies v.a. wegen der Erfahrungen, welche im Customizing-Prozess beim MD5-FB gesammelt worden sind. Der Lieferumfang wurde zusammen mit BC wie folgt geplant:
Fertiges, komplett ausgestattetes Kompressorgehäuse mit zwei Zylindern derselben, einzigen Verdichtungsstufe
Elektromotor inkl. Riemenverbindung zum Schwungrad am Kompressorgehäuse
Kompletter Öl-Kreislauf inkl. Ölkühler mit Ausnahme der Öl-Leckage-Verrohrung
Alles montiert auf einem Skid-Grundrahmen inkl. Rahmenhalterung für alle Sensoranzeigen.
Am IET wurden folgende Bestandteile ergänzt, um aus der Bare-Shaft-Variante eine vollwertige Maschine zu bilden:
Kühlkreislauf: Der Kühlkreislauf dient der Kühlung des Ölkreislaufs über den vorinstallierten Ölkühler und der Kühlung des H2 nach der Verdichtung. Hierfür wurde ein eigens entwickelter Schlauch-Rohr-Wärmetauscher (gleiches Konzept wie bei der H2-Vorkühlung) eingebaut, welcher den Wasserstoff auf max. 40 °C abkühlt. Der Kühlkreislauf wurde zwecks Kostenoptimierung mit MAPRESS-Rohrleitungen umgesetzt.
H2-Kreislauf: Alle H2-führenden Teile auf Saug- und Ausgangsseite wurden mittels FK-Komponenten (Verrohrung, Ventile und Fittings) von Swagelok umgesetzt. Bestandteil dieses Kreislaufs ist auch der bereits erwähnte Schlauch-Rohr-Wärmetauscher zur H2-Nachkühlung.
Rohrleitungsbau
Im Prototyp existieren drei Druckniveaus, welche im Rohrleitungsbau konkret berücksichtigt wurden. Der Rohrleitungsbau besteht vorwiegend aus Einzelteilen des Umsetzungspartners Swagelok. In einer Frühphase des Projekts wurde für den Prototyp festgelegt, dass der Rohrleitungsbau des H35-Bereichs auf einem Aussendurchmesser von 12 mm basieren soll. Für H70 hat man zwecks gleicher Grössenordnung aber grundlegender Unterscheidungsmöglichkeit 1/2'' als Aussendurchmesser gewählt.
Bereich 1 (H35): <= 410 barg
Dieser Bereich wurde gebildet, um auf dem H35-Druckniveau beim vordefinierten Durchmesser von 12 mm auf kostengünstige Standardkomponenten (nonFK) von Swagelok setzen zu können. Diese sind bei diesem Durchmesser für Drücke bis 454 bar ausgelegt. Mit einer Sicherheitsreserve von 10% kann der maximale Nenndruck auf 410 barg angesetzt werden.
Der Rohrdurchmesser beträgt 12 mm.
Rohrverbinder (Fittings): Stammen aus der regulären Serie der Rohrverschraubungen von Swagelok.
Bereich 2 (H35): <= 450 barg
Dieser Bereich bildet jenen Rohrleitungsbau auf dem H35-Druckniveau ab, welcher zwingend Nenndrücke bis 450 bar führen können muss, etwa alle Bereiche nach dem H35-Kompressor MD5-FB und alle Rohrleitungen im H35-Betankungsmodul. Hier kommen Ventile aus der FK-Serie von Swagelok zum Einsatz, welche grösser, schwerer (allgemein massiver ausgeführt) und vor allem deutlich teurer als Ventile der Standardserie sind. Komponenten der FK-Serie sind druckfest bis 1034 bar. Da 12-mm-Rohrleitungen mit 2 mm Wandstärke von Swagelok für Nenndrücke bis 480 bar ausgelegt sind und Swagelok-Standard-Fittings grundsätzlich immer druckfester als Rohrleitungen sind, kommen in diesem Bereich Rohrleitungen und -Fittings der Standardserie von Swagelok zum Einsatz.
Der Rohrdurchmesser beträgt 12 mm und ½’’ (je nach involvierter Komponente).
Rohre und Rohrverbinder (Fittings): Stammen aus der regulären Serie der Rohrverschraubungen von Swagelok.
Ventile: Stammen aufgrund der herausfordernden Kombination von hohem Druck und teilweiser Tieftemperatur (max. 450 barg Nenndruck bei bis zu -40 °C) zumeist aus der FK-Serie von Swagelok.
Bereich 3 (H70): <=900 barg
Der H70-Bereich ist aufgrund des deutlich höheren Druckniveaus von max. 900 bar Nenndruck und des vordefinierten Durchmessers von 1/2'' komplett mit Swagelok-Komponenten der FK-Serie umgesetzt. Dies betrifft alle Ventile (sofern nicht von einem anderen Hersteller), Fittings und Rohrleitungen.
Der Rohrdurchmesser beträgt zwecks Unterscheidung von der regulären Serie 1/2''. Die verbauten Komponenten (Rohre, Rohrverbinder, Ventile) stammen durchgehend aus der hochdruckbeständigen FK-Serie von Swagelok.
Vorkühlung (Vorbereitung)
Der LCHRS-Prototyp resp. die involvierten Komponenten wurden auf T20 (-20 °C H2-Vorkühltemperatur) ausgelegt, was mit einem vergleichsweise kleinen, günstigen und passend dimensionierten Mietgerät betrieben werden kann.
Vorkühlung bei H35
Grundsätzlich existieren für H35 keine Betankungsprotokolle seitens Standard SAE J2601, welche ohne Vorkühlung auskommen. Aktuell kommen aber die sich in Betrieb befindlichen H2-Tankstellen in der Schweiz sehr wohl ohne Vorkühlsystem aus, um die erheblichen Anschaffungskosten (CAPEX) und die Betriebskosten einer Vorkühlungsanlage einsparen zu können.
Um den Protokollen jedoch gemäss SAE-Standard zu folgen, wurde im Prototyp auch bei H35 eine T20-Vorkühlung eingeplant. Hierfür wurde ein hochintegrierter Plattenwärmetaucher des Herstellers Kelvion (max. Tauscherleistung 20 kW thermisch) verbaut, welcher explizit für H2-Tankstellen zur Vorkühlung von Wasserstoff entwickelt wurde.
Es werden im Rahmen einer Testkampagne auch Versuche mit deaktivierter Vorkühlung durchgeführt. Sobald für Testzwecke ein H2-Fahrzeug-Dummy zur Verfügung steht, können thermische Effekte laufend geprüft werden.
Vorkühlung bei H70
Aufgrund der deutlich höheren Druckdifferenz, welche im Betankungsvorgang auf dem Druckniveau H70 auftritt, ist wegen der grösseren Einschiebe-Arbeit und des stärkeren Joule-Thompson-Effekts eine Vorkühlung des Wasserstoffs bei H70 zwingend notwendig.
Im konkreten Fall der LCHRS werden bei H70 ebenfalls -20°C H2-Vorkühltemperatur (T20) angepeilt, was ebenfalls ca. 20 kW Kälteleistung erfordert.
Im Unterschied zum 20-kW-Serien-Wärmetauscher bei H35 kommen bei H70 zwei Eigenbau-Wärmetauscher zum Einsatz, welche in Serie geschaltet sind, wobei die Reihenfolge dieser beiden Wärmetauscher variiert werden kann.
Alublock-Wärmetauscher mit viel thermischer Masse in Form eines zweigeteilten Aluminiumblocks mit H2-führender Edelstahlserpentine und kühlmittelführender Edelstahlserpentine aus kostengünstigen MAPRESS-Teilen.
Schlauch-Rohr-Wärmetauscher in Form von zwei Wendeln mit H2-führendem Edelstahl-Innenrohr und kühlmittelführendem (Wasser-Tyfoxit)-Aussenschlauch.
Betankung
Der LCHRS-Prototyp verfügt über zwei getrennte Betankungsarmaturen:
H35-Betankung (350 bar Speicherdruck bei 15 °C) ohne Fahrzeug-Kommunikation
H70-Betankung (700 bar Speicherdruck bei 15 °C) mit IR-Datenkommunikation zum Fahrzeug
Angepeilte Betankungsleistungen
Für das Projekt wurden anzustrebende Leistungsziele definiert. Diese sind für ein 12-Stunden-Zeitfenster und jeweils einer Betankungsmenge von 30 kg H2 pro LKW resp. 5 kg H2 pro PKW wie folgt definiert:
H35-Basismodul: 4 vollständige LKW-Betankungen
H35-Zusatzmodul: 2 zusätzliche, vollständige LKW-Betankungen
H70-Zusatzmodul: 3 zusätzliche, vollständige PKW-Betankungen bei Einbusse von 1 LKW-Betankung
Simulationen der Komponentenauswahl mithilfe dem In-House programmierten Software-Tool LCHRSim haben ergeben, dass diese Leistungen im Serienprodukt nicht nur erreicht, sondern übertroffen werden sollten. Dabei werden folgende Leistungen als realistisch in Betracht gezogen:
H35-Basismodul: 6 - 8 vollständige LKW-Betankungen (bei ca. 30 kg/LKW)
H35-Zusatzmodul: min. 2 zusätzliche, vollständige LKW-Betankungen (sehr stark abhängig von Speicherauslegung)
H70-Zusatzmodul: 6 zusätzliche, vollständige PKW-Betankungen bei Einbusse von 2 LKW-Betankungen (bei 5 kg H2/PKW)
Um diese Betankungsleistungen zu erreichen, wird der voraussichtliche maximale Nennmassenstrom bei ca. 20 g/s liegen. Dieser Massenstrom wird erreicht, wenn direkt aus dem Trailer überströmt (H2-Fluss vom Trailer in den Fahrzeug-Behälter) wird, oder H2 aus den internen Speicherbänken fliesst.
Das grosse «Bottleneck» der Anlage sind die beiden Kompressoren. Die Optimierung der Betankungsleistung sieht deshalb vor, dass im laufenden Betankungsbetrieb so wenig H2 wie möglich direkt über die Kompressoren geführt und so viel wie möglich direkt aus den Speichern (Trailer und intern) überströmt wird.
Eine Betankung ist dann schnell, wenn eine möglichst grosse Menge an H2 mit dem maximal möglichen Massenstrom in ein Fahrzeug gebracht wird. Grundsätzlich lässt sich die Menge an H2, welche mit hohem Massenstrom (20 g/s) ins Fahrzeug vertrankt wird, am effektivsten über eine Vergrösserung der internen Speichervolumen vergrössern. Die aktuelle Auslegung des anlageninternen Speichers entspricht wiederum keineswegs der optimalen Grösse, sondern ist eine Kompromisslösung aus Speicher-Maximierung und finanzieller und platztechnischer Machbarkeit.
Zusätzliche Anmerkung zum Funktionsumfang
Der Prototyp wird simulierte Betankungsvorgänge mit Rückführung ermöglichen, sodass diese getestet werden können, ohne dass ein Fahrzeug verfügbar sein muss oder Wasserstoff an Fahrzeuge "verloren" geht.
Materialkosten
Prototyp
Die Materialkosten des gesamten Prototyps betragen ca. 1.45 Mio. CHF.
Serienprodukt
Für die Serienmodule werden nach aktuellem Stand (Herbst 2025) folgende Kosten prognostiziert:
H35-Basismodul: ca. 500'000 CHF
H35-Zusatzmodul: ca. 100'000 CHF
H70-Zusatzmodul: ca. 500'000 CHF
Das H70-Zusatzmodul wird mit 500'000 CHF deutlich teurer prognostiziert, als ursprünglich gedacht war. Dies liegt daran, dass der H70-Kompressor MD2.5-V trotz seines deutlichen Grössenunterschieds zum MD5-FB nur minimal günstiger ist (der MD5 ist gemessen am Wellenleistungsbedarf immerhin eine quasi doppelt so grosse Maschine im Vergleich zum MD2.5) und der gesamte Rohrleitungsbau mit kostenintensiver Swagelok FK-Serie ausgeführt werden muss. Mögliche Kostenreduktionspotenziale in der Kommerzialisierung werden im entsprechenden Abschnitt besprochen.
Personalkosten
Das Innosuisse-Projekt wurde am 02.06.2020 mittels Kickoff-Meeting gestartet und per 31.03.2025 abgeschlossen. Ende April 2025 wurde der Schlussbericht fristgerecht bei Innosuisse eingereicht. Die gesamten Personalkosten betrugen IET-seitig ca. 1.1 Mio. CHF.
Mögliche Kosteneinsparungen beim Serienprodukt
Während der Entwicklung und vor allem in der Bauphase wurden diverse Bereiche identifiziert, welche im Rahmen eines Serienprodukts kostengünstiger ausgelegt und umgesetzt werden können. Es ist zudem anzumerken, dass in der Entwicklung des Prototyps der bereits erwähnte Technik-Overhead verbaut wurde, welcher zu Mehrkosten führt. Dieser Technik-Overhead und die damit verbundenen Kosten fallen in einem Serienprodukt weg.
Kosteneinsparungen im Rohrleitungsbau
Im Projekt konnten folgende Elemente identifiziert werden, welche Kosteneinsparungen ermöglichen:
Speichermodule mit deutlich weniger gesonderten Leitungen, was deutlich weniger Fittings und (pneumatisch angetriebene) Ventile zur Folge hat, da sich die Einsparung mit jedem zus. Speichermodul vervielfacht
Keine funktionell begründeten Ventildoppelungen
Deutlich weniger Rückschlagventile
Bessere Einpassung des Kompressors (v.a. H35) in vorgängige und nachfolgende Leitungsstränge
Kleinere Durchmesser bei NPT-Verbindungen zur Vermeidung hinsichtlich Wahrung der Druckfestigkeit notwendiger Zwischenadapter
Reduktion des Rohr-Durchmessers von 12 mm resp. 1/2'' auf durchgängig 3/8''
Einerseits sind zöllige Grössen besser verfügbar und teilweise kostengünstiger verfügbar (wegen weniger Materialbedarf bei kleineren Durchmessern und grösseren Produktionsmengen bei zölligen Grössen).
Andererseits liegt die Druckfestigkeit von Ventilen der nonFK-Serie höher. So ist es möglich, auch bei 450 bar max. Nenndruck auf die reguläre non-FK-Serie zu setzen, womit Kosten stark eingespart werden können.
Kosteneinsparungen in der Metrologie
Keine Doppelmessstellen, was ein Beispiel für Technik-Overhead beim Prototyp zur Durchführung von Vergleichsmessungen ist.
Deutlich weniger Druck- und Temperaturmessstellen und durchgehende Low-Cost-Sensorik (mit Ausnahme der Druckmessung in Betankungsarmaturen zur Steuerung des Betankungsvorgangs).
Reduktion der Messstellen in der Ex-Zone zur Minimierung des Bedarfs von ex-zertifizierter Sensorik.
Kosteneinsparungen in der Steuerung
Durch Wegfall vieler pneumatisch angetriebener Ventile, Sensoren und der generellen Minimierung von Messstellen in der Ex-Zone kann der Umfang des Steuerungssystems reduziert werden. Im Prototyp kommen drei Steuerschränke zum Einsatz (1x Hauptsteuerschrank mit Steuermodul auf der Betankungsmodulseite, 1x Ex-zertifizierter Remote-IO-Schrank in der Ex-Zone 2 im Container, 1x Remote-IO-Schrank auf der Speichermodulseite). Diese Architektur ist sehr teuer und sollte sich im Serienprodukt auf einen Schrank reduzieren lassen, welcher das Steuermodul, die ASCO-Ventilinsel für alle pneumatisch angetriebenen Ventile und IO-Module für alle Sensoren und verbleibenden Aktoren beinhaltet.
Einfache Signale von Drucksensoren werden als 4-20-mA-Signal geführt, Signale von Temperatursensoren (resp. Thermoelementen) als Spannungssignale und Signale komplexerer Geräte wie z.B. Flowmeter konsequent über Profinet. Beim Prototyp haben insbesondere andere Bussignale wie etwa Modbus zu grossen Aufwänden geführt.
Kosteneinsparungen auf Kompressor-Speicher-Ebene
Es wäre denkbar, kleinere und somit kostengünstigere Kompressoren einzusetzen und den Fokus auf grössere interne Speichervolumina zu legen. Dadurch wäre der Verdichtungsvorgang zwar ein noch stärkerer «Bottleneck», jedoch könnte mit der grösseren Vorratsspeicherung von H2 auf ausreichend hohem Druckniveau der Anteil an schnellem Überströmen beim Betankungsvorgang vergrössert werden, wodurch die langsamere Verdichtung (teilweise) kompensiert werden könnte.
Kosteneinsparungen beim Gehäuse
Im LCHRS-Prototyp sind alle drei Module in einem zusammenhängenden Anlagenbau vereint. Dieser befindet sich wiederum in einem Gehäuse, welches in Form eines 20-Fuss-Containers eine zusammenhängende Einheit bildet. Die Serienmodule müssten jedoch wiederum in einzelnen Kleingehäusen untergebracht werden. Starke Weiterentwicklungen im Gehäusebau vom Prototyp zum Serienprodukt sind also die zwingende Folge. Während im Prototyp das Gehäuse stark auf unsere Bedürfnisse angepasst wurde, muss im Serienprodukt auf Standardkomponenten gesetzt werden, um die relativ hohen Gehäusekosten reduzieren zu können.
Ausblick & Perspektiven nach dem Innosuisse-Projekt
Abschluss des Innosuisse-Projekts
Das Innosuisse-Projekt wurde nach Abschluss der Bauphase per Ende März 2025 nach fast 5 Projektjahren abgeschlossen.
Im Schlussbericht an die Innosuisse wurde geschildert, dass nicht alle Ziele erreicht wurden. Auf die Inbetriebnahme-Phase wurde bewusst verzichtet, um das Projekt nicht erneut verlängern zu müssen. Es wurde der Innosuisse aber mitgeteilt, dass die Inbetriebnahme als Auftragsprojekt zusammen mit dem Hauptumsetzungspartner BC geplant wird.
Inbetriebnahme als Auftragsprojekt mit BC
Zusammen mit BC wurde die Inbetriebnahme der LCHRS resp. der Kompressoren als ein Auftragsprojekt in drei Phasen aufgesetzt.
Phase 1: Programmierung + Inbetriebnahme des H35-Kompressors MD5-FB
Phase 2: Programmierung + Inbetriebnahme des H70-Kompressors MD2.5-V
Phase 3: Tandem-Betrieb beider Kompressoren
Zu beachten ist, dass Phase 2 und 3 relativ fliessend ineinander übergehen, da für längeren Testbetrieb des H70-Kompressors der Betrieb des H35-Kompressors zwingend benötigt wird.
Phase 1: Inbetriebnahme MD5-FB
Im April 2025 wurde nahtlos nach Abschluss des Innosuisse-Kontextes mit Phase 1 begonnen. Zu Beginn wurde die Kompressorsteuerung (Teil der Gesamtsteuerung) nach groben Vorgaben von SYCC/BC und unter gegebenen Voraussetzungen des Prototyps programmiert. Dies in enger Zusammenarbeit mit Burckhardt Compression. Ende August 2025 konnte in Zusammenarbeit mit BC mit der konkreten Inbetriebnahme des H35-Kompressors MD5-FB gestartet werden. Ende November wurde der 2. Teil der Inbetriebnahme des MD5-FB abgeschlossen. Zusätzlich konnte der automatische Kompressor-Start (bis Erreichung des Zieldrucks) umgesetzt und getestet werden.
Phasen 2 und 3: Inbetriebnahme MD5-FB + Tandembetrieb
Phase 2 und 3 wurden zum aktuellen Zeitpunkt noch nicht gestartet.
Testbetriebskampagne
Um sicher zu gehen, dass der LCHRS-Prototyp (Gesamtaufbau inkl. Kompressoren) in der gebauten Form für einen Feldtesteinsatz gerüstet ist, soll am Standort Rapperswil eine Testbetriebskampagne durchgeführt werden. In dieser Kampagne würde die Anlage so lange wie möglich am Stück, verteilt über mehrere Tage, betrieben werden. Der Wasserstoff kann hierfür in einem ersten Schritt im Kreis geführt werden, sodass kein H2 verloren geht. Möglich ist dies mithilfe der extra dafür vorgesehenen Recycle-Leitungen, mit welchen der Wasserstoff von den beiden Betankungsmodulen (H35 und H70) wieder zurück in die internen Speicherbänke geführt werden kann. In einem zweiten Schritt wären Testbetankungen mit einem H2-Fahrzeugdummy und einem realen H2-PKW geplant.
Im Rahmen dieser Kampagne möchte BC auch möglichst viele Betriebsstunden auf den beiden Kompressoren sammeln und so Erfahrungen zu Systemstabilitäten und Komponentenabnutzungen gewinnen.
Die Durchführung dieser Kampagne ist im Rahmen eines möglichen Projekts zum Anlagenbetrieb für Herbst 2026 bis Frühsommer 2027 angedacht.
Feldtest-Betrieb
Da es am Standort Rapperswil (Forschungsplattform für erneuerbare Energieträger Power-to-X FOEEN-X des IET) aus Platzgründen nicht möglich ist, umfangreichere Fahrzeugbetankungen (insb. LKW-Betankungen) durchzuführen, ist es vorgesehen, den LCHRS-Prototyp an einem externen Standort (im Feld) bei einem Pilot- und Demonstrationspartner testweise zu betreiben. Idealerweise verfügt der Feldtestpartner über eine Flotte aus verschiedenen H2-Fahrzeugen der Druckniveaus H35 und H70 und die Möglichkeit, den LCHRS-Prototyp einzusetzen.
Im Feldtest sollten zusammen mit den drei Umsetzungspartnern aus dem Innosuisse-Projekt auch Untersuchungen angestellt werden, welche Bereiche sich im Rahmen eines Serienprodukt-Engineerings kosten- und leistungstechnisch optimieren liessen. Nach möglichen Feldtestpartnern wird aktuell noch gesucht.
Kommerzialisierung
Das Konzept von Innosuisse-Projekten ist es, dass Prototypen, welche im Rahmen solcher Projekte entstanden sind, nach Projektabschluss durch den Umsetzungspartner zu kommerziellen Serienlösungen weiterentwickelt werden. Im Falle der LCHRS wäre dies die Entwicklung von modularen Serienprodukten bestehend aus Komponenten von Schweizer Firmen. Damit liesse sich der “Werkplatz Schweiz” in Bezug auf Wasserstoff-Ökonomie und Wasserstoff-Mobilität resp. -Logistik weiter vorantreiben.
Da die aktuellen Partner nicht selbst Tankstellensysteme anbieten möchten, besteht die Idee, dass ein externer Partner ins Konsortium einsteigt und die Kommerzialisierung anstrebt. Nach einem solchen Kommerzialisierungspartner wird aktuell gesucht.
Wasserstoff-Plattform auf der FOEEN-X
Das Konsortium hat die Möglichkeit, den LCHRS-Prototyp als Versuchsplattform für Wasserstoff-Tests auf der Forschungsplattform FOEEN-X des IETs zu nutzen. Die Konsortiumspartner können dabei Messungen an ihren eigenen Produkten durchführen und diese weiterentwickeln. Zudem steht die LCHRS auch für weitere Firmen (von ausserhalb des Konsortiums) als Testplattform zur Verfügung.
Nebenprojekte
Seit Herbst 2025 sind Nebenprojekte zur LCHRS lanciert worden. Dies vor allem im Bereich der Lehre in Form von studentischen Arbeiten.
Projektarbeit im Masterstudium
Ein Masterstudent hat sich im Herbst 2025 im Rahmen seiner MSE-Projektarbeit Development of the control description for the LCHRS refuelling process mit Abklärungen und vorbereitenden Arbeiten zu den LCHRS-Betankungsmodulen für die Druckniveaus H35 und H70 beschäftigt. Auf Basis seiner Arbeit kann die Betankungssteuerung entsprechend programmiert werden, sobald hierfür die notwendigen finanziellen Mittel wieder zur Verfügung stehen.
OST-Bachelorarbeit
Mitte Februar 2026 hat ein EEU-Studierender im Rahmen seiner Bachelorarbeit Wasserstoff-Fahrzeug-Dummy für Testbetankungen damit begonnen, sich mit der Entwicklung eines H2-Fahrzeug-Dummys zu beschäftigen. Mit diesem Dummy soll es nach der Programmierung der Betankungssteuerung möglich sein, die Betankungsarmaturen durch Testbetankungen auf ihre korrekte Funktion hin zu prüfen. Der Dummy besteht grob betrachtet aus einem Flaschenbündel, welches mit H35- und H70-kompatiblen Betankungsstutzen, Messeinrichtung für Druck und Temperatur und Sicherheitseinrichtungen ergänzt ist.
Lessons Learnt
Das IET hat neben den Forschungs- und Entwicklungsergebnissen mit der Durchführung dieses Projekts viel dazugelernt und Kompetenzen weiter ausgebaut resp. ergänzt. Hauptsächlich in den folgenden Bereichen:
Technischer Natur:
Wasserstoffhandling
Gashandling generell bei Drücken >50 bar, >200 bar, >400 bar und >800 bar
Arbeit an grossen Maschinen (> 5 t)
Inbetriebnahme und Betrieb grosser Maschinen (>30 kW elektrische Leistung)
Rohrleitungsbau generell
Umgang mit verschiedenen Verbindungstechnologien (SWA-Klemmring, Cone & Thread, NPT, G)
Gehäusebau
Brandschutz
Ex-Schutz
Wärmetauscher-Auslegung und -Bau
Steuerungsauslegung
EMSR-Installation
EMSR-Inbetriebnahme (Loop-Checks)
Organisatorischer Natur:
Agiles Projektmanagement mit selbst entwickeltem, anlagenbaukompatiblem Soft-Scrum-Ansatz auf der Plattform Jira
Kosten-Management
Verweis auf weitere Veröffentlichungen
In der Maiausgabe 2026 der Fachzeitschrift «Aqua & Gas» ist folgender Artikel zum Projekt «LCHRS» veröffentlicht worden: Aqua & Gas | Plattform für Wasser, Gas und Wärme | 20260505 AG05 Skalierbare H2-Tankstelle für Kleinflotten
Stand: Mai 2026
Projektleiter: Silvan Schmid, silvan.schmid@ost.ch






Laufzeit: 02.06.2020 - 31.03.2025
Projektfinanzierung:
Innosuisse (Bundesamt für Energie)
Kooperation:
Burckhardt Compression AG, Endress+Hauser Flowtec AG, Swagelok Switzerland – Arbor Fluidtec AG
Projektteam:
Silvan Tobias Schmid
IET Institut für Energietechnik Wissenschaftlicher Mitarbeiter
+41 58 257 43 36silvan.schmid@ost.ch

Imre Antalfy-Klein
IET Institut für Energietechnik Wissenschaftlicher Mitarbeiter
+41 58 257 43 28imre.antalfy@ost.ch

Pascal Diethelm
IET Institut für Energietechnik Wissenschaftlicher Mitarbeiter
+41 58 257 12 53pascal.diethelm@ost.ch

Salvatore Oricchio
IET Institut für Energietechnik Fachbereichsleitung Power-to-X
+41 58 257 43 32salvatore.oricchio@ost.ch

Luca Schmidlin
IET Institut für Energietechnik Wissenschaftlicher Mitarbeiter
+41 58 257 43 35luca.schmidlin@ost.ch

Matthias Frommelt
IET Institut für Energietechnik Wissenschaftlicher Mitarbeiter, Projektleiter GreenHub SP3
+41 58 257 49 23matthias.frommelt@ost.ch
